





离心空压机启动干气密封系统干磨现象及危害分析
1、引言
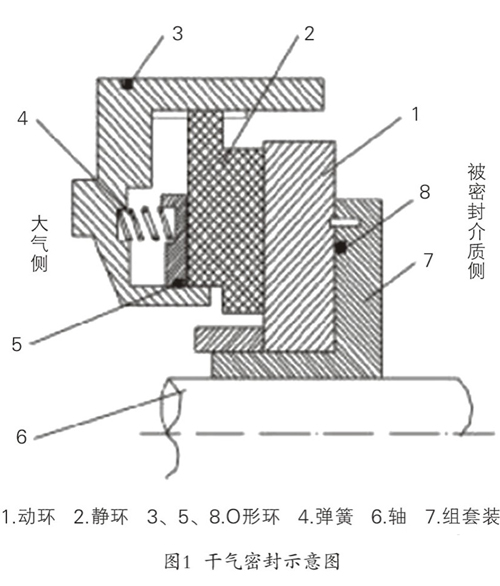
离心式压缩机的密封分内密封、外密封两种。内密封的作用是防止气体在级间倒流,如轮盖处的轮盖密封,隔板和转子间的隔板密封;外密封的设置是为了减少和杜绝机器内部的气体向外泄漏,或外界空气窜入机器内部,如机器端的密封。即是迷宫密封和干气密封。
目前,国内大多数长输管道压气站压缩机都采用干气密封作为主要密封系统。干气密封主要有以下优点:(1)端面非接触,使用寿命较长,并且具有很高的可靠性;(2)密封时的功耗低,对于节约能源具有重要意义;(3)不需要庞大的密封油系统,占有空间小;(4)对工艺回路的污染小;(5)运行和日常维护成本低。
2、干气密封
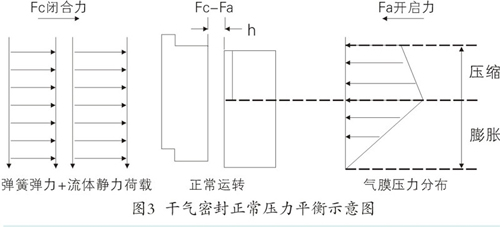
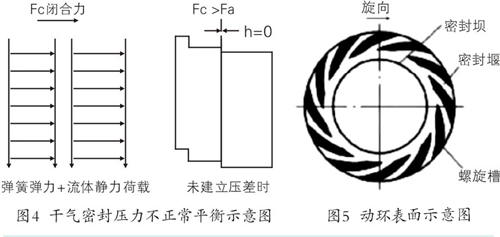
干气密封组件安装在转子上,机组运行时随转子一起旋转,故静环、动环端面均为环形平面。如图5示,当动环旋转时,将密封气周向吸入螺旋槽内,由外径朝向中心,径向方向朝着密封堰流动,而密封堰起着阻挡气体流向中心的作用,于是气体被压缩引起压力升高,此气体膜层压力企图推开密封,形成要求的气膜。此平衡间隙或膜厚h典型值为3。这样,被密封气体压力和弹簧力与气体静力荷载达到力平衡,使气膜具有良好的弹性即气膜刚度高,形成稳定的运转并防止密封面相互接触,同时具有良好刚度的气膜可有效的阻止介质的泄漏。另外,由于气膜厚度非常小,泄漏出的气体量也非常小。
3、气质条件
目前涩宁兰干气的供给途径有3种来源:
(1)压缩机出口汇管;
(2)备用氮气系统;
(3)机组正常启动之后,来自空压机出口处。
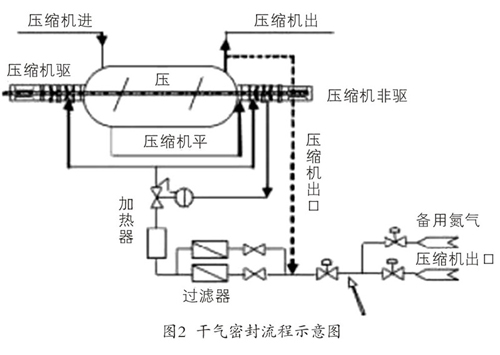
以上3种气体任意一种气体在干气密封流程中依次通过干气密封过滤器、加热器、调压阀,然后进入到压缩机的驱动端与非驱动端干气密封组件。另外,在加热器之后加装保温层和电伴热,目的是保持干气温度防止液态物质析出破坏干气密封系统。
4、干磨故障
干磨现象多发于启机阶段,同时如果干磨现象不在短时间内消除,极易引发干气密封进出口排气压差低,最终导致停机。
在压缩机启机进出口还未建立压差时(即:压缩机处于空载状态,对天然气没有起压缩作用),此时干气密封系统已经投入使用,而此时干气气源来自于压缩机出口和出口汇管,在经过图2的流程之后,干气进入到压缩机的驱动端与非驱动端的A口(干气进口孔),进而开始工作。此时,在工艺气与干气的迷宫密封交汇处,不存在压差的关系(迷宫密封右侧工艺气为来自平衡管天然气,压力为压缩机进口压力),存在着工艺气向干气方向溢流的现象或者是干气全部流向压缩机内部(这种现象不会因为气质差把杂质带入干气密封)。另外,调压阀的作用只能是向低的方向调压,如图3所示。
同时,由于压差未建立,导致在动环与静环之间由于压力的关系无法建立,使得弹簧的弹力和流体的静力荷载把静环压在动环上,在这一段时间之内动环与静环一直处于接触状态,在机组启机到压差建立的这段时间内,动环的旋转与静环的接触是没有间隙的,也就是干磨状态,如图4所示。如图5所示,当压缩机在运转的时候,这种状态会严重地损坏动环上的凹槽,凹槽的深度达不到产生足够气膜的要求,使得动静环之间密封失效,最终导致干气密封系统失效。另外一方面,由于工艺气的窜入,可能会带入一些固体颗粒、液态烃类,这也会导致动静环之间的密封损坏,达不到最终的密封效果。但是,这种干磨的情况会在机组启动之后消失,也就是压缩机进出口压差建立,干气压差建立的时候。
5、危害分析
根据干磨现象分析,得出以下几种常见故障。
5.1 倒流现象
倒流现象指的是工艺气窜入到干气密封系统中,产生一定破坏的现象。在压缩机组启动时,由于密封管线充压速度略低于压缩机壳体内的充压速度,会造成压缩机壳体内的气体通过迷宫密封倒流到干气密封装置区域,工艺天然气中未经过滤的杂质也可能随倒流的天然气进入干气密封装置。从图1来看是图右侧的工艺气在压力差的作用下经过迷宫密封,进入到干气密封系统。长期多次对干气密封装置的污染,导致其最终失效。
5.2 干气密封进出口排气压差低报警
在机组正常带载之后,干磨现象会因为压差的建立逐渐消失。在机组控制系统中,带载之后允许一段时间的压差建立(正常情况下进出口排气压差在300 kPa左右),超过这段时间如果还没有建立压差有可能引起报警停机。这也是干磨造成的一个较大影响。
5.3 排气量增加、内部杂质变多
排气量增加和杂质的增多都是因为倒流的原因。对于排气量,正常情况下一次排气流量驱动端和非驱动端都应该小于7kg/h,压力小于300kPa。
在倒流发生时,工艺气窜入干气密封系统腔体内部,干气也在进气,此时二者压差相差不大,排气口只能是从动静环之间,即使现在是干磨状态,也会因为压力较高,大量气体从动静环之间流走,导致排气量显著增加。一旦一次排气量超过停机值,将会发生停机报警,导致机组停机。
对于内部杂质增多,主要是由于气质原因,工艺气窜入干气密封系统内部,将杂质也一并带入到干气密封系统内部,在拐角处、细缝处这些杂质就会聚集。长此以往,杂质越积越多,最终会使得动环凹槽被填满,整个腔体内部被填满,干气通过能力大大降低。
5.4 干气密封系统损坏
较以上两种现象,最为严重的结果就是干气密封系统的损坏。
对于干磨现象,导致干气密封被损坏的直接原因就是动静环直接接触磨损,导致动环表面的凹槽被磨平。在正常干气密封摆脱干磨状态之后,会因为凹槽的缺失导致气膜无法建立,无法起到密封作用。进一步来讲,如果气膜无法建立,动静环之间就无法建立正常的平衡状态,最终导致干气的损坏。干磨无法避免,所以必须采取一定的方法避免干磨现象加剧。
对于倒流现象,最为直接的原因导致干气密封系统被破坏是干气气质的原因。如果气质不干净,杂质较多,将会因为倒流现象将这些杂质带入到干气密封系统的内部,在拐角处、细缝处这些杂质就会聚集,长此以往,杂质越积越多。最终会使得动环凹槽被填满,整个腔体内部被填满,干气通过能力大大降低。所以这种破坏情况倒流是原因,气质不好是根本。
6、改进措施
涩宁兰整条线上的干气都是直接采用工艺气作为干气气源,由于青海气田气质较好,如果倒流发生,即使是工艺气窜入到干气密封系统内部,也不会产生较大的破坏。
这里需要注意是,如果因为气田设备原因,导致气体处理不干净,可能会因为干磨现象存在,导致液态水、固体颗粒等进入到干气密封系统,整个干气密封系统就会瘫痪。下面就干磨等给出一些如下措施:
6.1 加载时间
机组正常启机执行启机顺序到加载这段时间都是一样,无法改变,这一段时间干气密封也正处于干磨状态。在启机准备带载时,使用自动带载方式,使压缩机的负荷速度更快。在NGP达到85%左右,将加载方式由自动改为手动(有些设置自动加载至85%),这样能够有效缩短加载时间,有利于空压机进出口压差能够迅速建立。
6.2 启机次数
为避免干气密封系统出现以上的现象,减少启机次数也是一个有效的措施。非计划停机、非故障停机尽量减少启机次数。同时,如果需要切换机组时,先让备用机组启机(运行机组先不要卸载),准备带载,这个过程保证了干气密封干气压力高于平衡管压力,干磨、倒流等现象不会发生。待启机成功准备带载时,先卸掉运行机组负荷,然后停机,卸掉之后再让备用机组带载。首先保证机组不会因为流量小发生喘振现象;其次保证干气密封气源有足够压力。
6.3 西气东输经验
相比于涩宁兰,西气东输对干气密封系统做了如下改进:
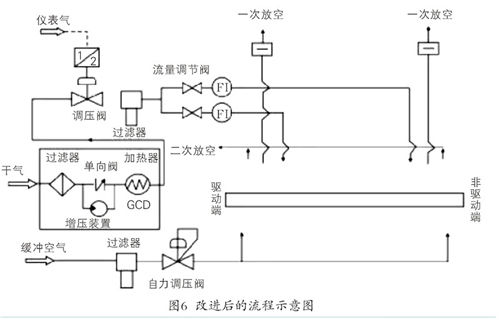
(1)采用一个增压装置,在正常运行时此增压装置不工作。在启机时,投入使用,可以有效增加干气压差,保证在启机阶段也不会产生干磨现象;另外一方面,压差的建立也不会产生倒流现象,可以有效的防止干气密封系统因为气质差而被破坏。如图6所示。
(2)设置单独的氮气干气气源,氮气也是在启机时使用,同时氮气也配备有增压装置(或者氮气压力也能够满足干气压差的条件),正常启机之后,氮气退出使用,工艺气为干气气源投入使用。
- 上一篇:浅谈:离心式冷水机组特点
- 下一篇:大型离心空压机轴向力在线监测在试车中的应用
")



